- Контактная сварка алюминия и меди
- Контактная стыковая сварка трубок из алюминия и меди
- Трудности при сварке плавлением алюминиевых и медных изделий
- «Замковое» соединение алюминия и меди
- Режимы сварки алюминия и меди
- Сварка в распределительной коробке
- 3 Варианты изготовления аппарата для сварки
- Трудности пайки алюминиевых проводов
- Способы пайки алюминиевых проводов
- Подготовка к пайке
- Пошаговая инструкция
- Таблица режимов пайки
- Техника безопасности
- Трудности сварки алюминиевых проводов
- Способы сварки проводов
- Подготовка к сварке
- Инструкция к сварке
- Техника безопасности
- Соединение пружинными и самозажимными клеммниками
- 1 Технология соединения проводов методом сварки
- 2 Сварочные аппараты инверторного типа
- О сварке проводов
- Особенности технологии
- Инверторные аппараты
- Как выбрать аппарат
- Сварочный аппарат для проводов своими руками
Контактная сварка алюминия и меди
Контактная сварка стыков алюминий — медь успешно применяется в электропромышленности
для сварки алюминиевых шин с медными наконечниками, и алюминиевых проводом с
медными наконечниками. В кабельной промышленности широко применяется конденсаторная
сварка алюминиевых и медных проводов по режимам, указанным в таблице ниже:
| Диаметр свариваемой проволоки, мм | Ёмкость конденсаторов, мкф | Напражение конденсаторов, В | Расстояние между деталями, мм | Усилие осадки, Н |
| 2,5 | 256 | 1100 | 14 | 1471 |
| 2,8 | 256 | 1400 | 10 | 1471 |
| 2,8 | 260 | 1400 | 15 | 1471 |
| 2,8 | 380 | 1350 | 15 | 1569 |
| 2,8 | 550 | 1200 | 15 | 1716 |
| 3,5 | 550 | 1500 | 12 | 1569 |
| 5,0 | 1000 | 1500 | 14 | 1716 |
Контактная стыковая сварка трубок из алюминия и меди
Сварку стыков алюминиевых и медных труб используют, в основном, в холодильной
промышленности. При этом следует учитывать тот факт, что в процессе сварки алюминий
оплавляется значительно больше, чем медь, поэтому установленная длина алюминиевой
трубки должна быть больше требуемой длины, с учётом припуска на оплавление.
Для уменьшения количества грата с внутренних сторон трубок, рекомендуется в
процессе сварки продувать трубку азотом под давлением около 0,25атм. Воздух
для этой цели использовать не желательно, т.к. кислород, содержащийся в нём,
способствует окислению металла.
Перед началом стыковой сварки трубки на специальном приспособлении осаживают
на длину 10мм с утолщением стенок. Этот приём необходим для того, чтобы в дальнейшем,
при обработке стыка, получить прежний диаметр отверстия, т.к. оно было искажено
при осадке в момент сварки.
Обработка стыка заключается в обтачивании утолщённой поверхности на токарном
станке и рассверливании отверстия трубки. Для сварки между собой медных и алюминиевых
трубок диаметром 10-30мм и толщиной стенок 1,5-4мм, рекомендуются следующие
режимы сварки:
| Удельное давление осадки, МН/м2 | 196-216 |
| Плотность тока осадки, А/мм2 | 500 |
| Плотность тока при оплавлении, А/мм2 | 240 |
| Средняя скорость оплавления, мм/с | 12-15 |
| Скорость осадки, мм/с | 100-120 |
| Величина оплавления алюминиевой трубки, мм | 8-10 |
| Величина оплаления медной трубки, мм | 2-8 |
| Суммарная величина осадки, мм | 3,5-5 |
| Продолжительность сварки, с | 1,1-1,2 |
В изломе стыка можно наблюдать вкрапление частиц алюминия в медь. Вкрапления
меди в алюминий не происходит.
Дополнительные материалы по теме:
|
Сварка |
Газовая сварка бронзыКонтактная сварка медиСварка никеля и никелевых сплаавовСварка алюминия и его сплавов |
Трудности при сварке плавлением алюминиевых и медных изделий
 Сварку
Сварку
меди с алюминием довольно затруднительно производить при помощи сварки плавлением.
Происходит это из-за того, что состав расплавленного металла регулировать практически
невозможно, а механические свойства сварного соединения сильно зависят от содержания
в нём меди, это хорошо видно из диаграммы (см. рисунок слева).
Если в медно-алюминиевом сплаве содержание меди превышает 12%, то предел прочности
при растяжении перестаёт увеличиваться, а вязкость сплава и его коррозионная
стойкость резко падают. Поэтому, при содержании меди в металле сварного шва
более чем 12%, соединение становится очень хрупким и склонным к
образованию трещин после сварки.
Практические исследования по свариванию алюминия и меди при помощи угольного
электрода, не дали положительных результатов. Соединять медь и алюминий при
помощи сварки плавлением возможно в том случае, если плавится, будет, преимущественно,
алюминий. Часто применяется, так называемое, «замковое» соединение,
где это возможно.
«Замковое» соединение алюминия и меди
 Сущность
Сущность
«замкового» соединения (см. рисунок слева) состоит в следующем. На
лист из алюминия, поз.1 накладывают медную накладку поз.2 и обваривают её по
всему периметру сварным швом, вровень с накладкой. Далее выполняют наплавку
поз.3, которая соединяет сварные швы, наплавленные по периметру медной накладки.
Таким образом поучается что-то вроде замка из алюминиевого сплава. Процесс сварки
необходимо производить с формирующими графитовыми планками.
Режимы сварки алюминия и меди
Режимы сварки алюминия с медью очень схожи с
режимами сварки алюминия. Характер сварочного тока — постоянный, прямой
полярности. В качестве присадочного материала используются прутки из литого
алюминия диаметром 12-20мм для толщины алюминия 29-30мм и меди 10мм. Сила сварочного
тока 500-550А. Напряжение электрической дуги 50-60В, а её длина 20-25мм. Для
сварки выбираются графитовые электроды диаметром 15-20мм.
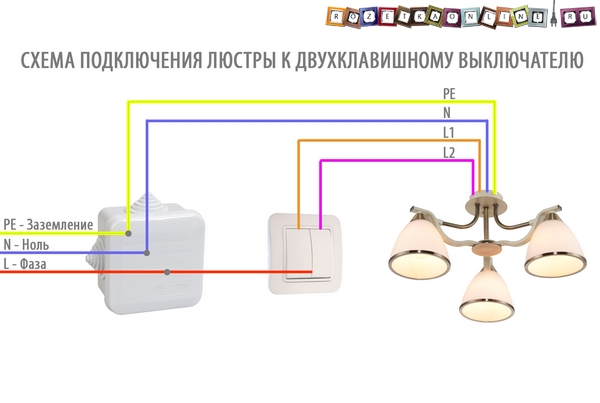
Сварка в распределительной коробке
Сначала стоит познакомиться с коробкой и оценить всю её значимость. Это наиболее важная часть всей электропроводки, идущей по квартире или дому. Относитесь к этому с полной серьёзностью.
Непосредственно для процесса спайки потребуется сварочный аппарат. Можем посоветовать одну из самых привлекательных моделей для таких целей. Это Patriot Max Welder DC-200 C
Он обладает бесшумным уровнем работы, высокой безопасностью, что важно при недостатках опыта и точной работой. Его вес составляет 4,5 кг, так что проблем с транспортировкой не возникает
Питается от сети 220 В, ток плавает в диапазоне 10-190 А. Цена находится на приемлемом для каждого уровне, от 8000 до 10000 рублей. Это не значит, что выбрать нужно только его, существуют и другие аппараты, подходящие под этот вид сварки не хуже.
Начинается сварка проводов из меди в распределительной коробке с обеспечения всех мер безопасности. Настраиваем аппарат на мощность около 1 кВт. Электроды используются угольные и графитовые. Также понадобится флюс. Обязательно используется маска или специальные очки. Для уборки изоляции и скруток медных проводов, нужен нож и зажим в виде пассатижей. Под рукой должна быть всегда изолента, гайки и шурупы. Жилы провода зачищаются примерно на 4-5 см, затем скручиваются вокруг друг друга 7 раз. Приступаем к сварке.
Если вы не уверены в своих силах, потренируйтесь на похожих видах металла и скрутках. Когда всё получается, начинайте. О порядке сварки медных проводов, мы уже говорили ранее.
3 Варианты изготовления аппарата для сварки
В отдельных случаях инвертор необходимо изготовить самостоятельно. Чтобы упростить задачу, берется трансформатор заводского изготовления или с первичной обмоткой, вторичная перематывается самостоятельно. Специалисты утверждают, что мощность прибора должна составлять 500-1000 Вт, а сердечник иметь в сечении 25 мм2. Первичную обмотку 220 В следует выполнять медным проводом ПЭВТ в защищенном исполнении Ø 1,5-2 мм. Для вторичной обмотки напряжением 18-24 В используют медный провод 15-20 кв. мм.

Оптимальным является выходное напряжение 12-24 В. При значениях, превышающих номинальные, происходит перегрев скрутки, как следствие, качество меди ухудшается, она начинает крошиться, разлетаться. Поэтому требуется понижать напряжение, а ток сварочной дуги увеличивать. Для этого вторичную обмотку перематывают, разделив на две ровные части. Их наматывают одновременно и соединяют параллельно. Если сборка сделана правильно, то дуга горит устойчиво, электрод не залипает. Если он прилипает, то ток сварочной дуги слабый, недостаточно мощности трансформатора.
Используя стандартные трансформаторы напряжением 36 В, падение напряжения до нормальных значений получают увеличением длины сварочных кабелей до трех метров. Но возникает опасность, что не хватит мощности для выработки необходимой силы тока.

Еще один вариант – установка силового мостового выпрямителя с конденсатором. Посадка выпрямительного моста с током 90-100 А осуществляется на радиаторе, а конденсаторная емкость 5000… 10000 мкФ, набираемая параллельно из конденсаторов меньшей емкости, «плюсом» прикладывается к электроду. Заряда конденсатора хватает на 2-3 секунды поддержания устойчивой дуги.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
|
Диаметр провода, мм |
Расход материала, граммы |
Продолжительность пайки, сек |
|
|
припой |
бензин |
||
|
2,5-4 |
1 |
5,5 |
25 |
|
6 |
1,5 |
7 |
30 |
|
10 |
2 |
11 |
55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.

Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.

Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда
При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Соединение пружинными и самозажимными клеммниками
В настоящее время выпускаются как клеммные колодки и клеммники многоразового применения, так и однократного использования.
- пружинные клеммные колодки и клеммники многократного применения, имеют фиксирующую пружину, которую можно ослабить поднятием рычага, расположенного на корпусе прибора. Это позволяет достать или вставить провод без приложения усилий. Опускание рычага надёжно фиксирует жилы кабеля;
- клеммники однократного применения автоматически зажимают провод при установке его в гнездо, извлечение провода потребует физического усилия, которое может повредить зажимную пружину, поэтому рекомендуется их однократное использование.
Как многоразовые, так и клеммники однократного применения выпускаются в широком ассортименте, в том числе с разным количеством подключаемых веток разводки, предназначенных для фиксации провода сечением от 0.08 мм² до 6 мм². В том числе, и в виде готовых к установке, клеммных коробок. Этот способ соединения алюминиевого и медного провода на настоящее время является наиболее оптимальным в плане надёжности и удобства использования.
 Разрез пружинного клеммника и размещение соединения в распределительной коробке
Разрез пружинного клеммника и размещение соединения в распределительной коробке
Клеммные коробки с пружинными зажимами впервые были выпущены немецкой компанией Wago, от чего и получили своё название, но в настоящее время существует большое количество аналогов, в том числе и контрафактного происхождения. По этой причине необходимо приобретать пружинные клеммные коробки только в магазинах электротехники. При приобретении клеммных коробок на рынке существует большая вероятность приобрести некачественные изделия, не отвечающие заявленным требованиям.
 Самозажимной клеммник WAGO
Самозажимной клеммник WAGO
Для фиксации провода в клеммной коробке необходимо подготовить провода, для этого снять с их концов изоляцию, размер оголённой части должен быть не менее 0.5 см. После чего открытая часть жилы кабеля вставляется в нужное гнездо клеммной коробки и фиксируется в нем посредством пружинного зажима или винта. Необходимо отметить, что крепление в клеммной коробке обычно не требует дополнительной изоляции, но в тоже время при расположении их в стене, необходима распределительная коробка. Таким образом, пружинные клеммники обладают рядом преимуществ перед остальными видами соединений ввиду удобства подключения.
 Самозажимной клеммник
Самозажимной клеммник
1 Технология соединения проводов методом сварки
Соединение жил своими руками осуществляют с помощью зажимов, клеммников, опрессовки, пайки или сварки. Наиболее надежным признан метод сварки, поскольку монолитная структура имеет низкое переходное сопротивление, практически не нагревается и обеспечивает высокую пожаробезопасность.

Для разводки проводов часто используется медная жила. Чтобы получить надежное соединение из нескольких проводников, требуется проделать следующие действия:
- При помощи ножа или специального инструмента аккуратно снять отрезок изоляции 60-80 мм длины. При меньшей длине под действием температуры она будет плавиться. Разделка производится вдоль проводника, что исключает его повреждение.
- Оголенный участок тщательно зачищается, если необходимо обрабатывается наждачной шкуркой.
- Скрутку выполняют, добиваясь плотного прилегания жил. Это предупредит их ломкость, вызванную действием высоких температур.
- Зажав готовую скрутку при помощи плоскогубцев, пассатижей, торчащие концы подравнивают.
- Сварка выполняется по торцам жил, направленных вниз, под острым углом. В зависимости от полученного общего сечения скрутки процесс сваривания занимает 1–2 секунды.
- Торец обжигают электродом, стараясь сделать из расплавленной меди аккуратный шарик.
- На завершающем этапе полученную спайку изолируют при помощи термоусадочной трубки, намоткой изоляции.
Сварка между собой медного и алюминиевого электропровода выполняется аналогичным образом, единственное отличие в подготовке соединения. Медную жилу оставляют прямой, а алюминиевую наматывают по спирали вокруг нее. Нанеся на алюминий флюс для удаления оксидной пленки с поверхности металла, осуществляют сваривание.
Чтобы предупредить плавление изоляции, перед ней на оголенном участке присоединяют металлический радиатор, чаще из меди. Его большая площадь и высокая теплоемкость материала хорошо отводят избыточное тепло. В месте его установки крепится зажим «массы» аппарата, к подготовленному краю подносится электрод и осуществляется сварка проводов.

Предпочтение отдается неплавящимся графитовым электродам, угольным с медным покрытием. Если нужного электрода нет, то подойдет щетка от коллекторного электродвигателя, угольный стержень от батарейки. Для получения качественного соединения их «обмедняют», используя для этих целей прутки из меди, бронзы.
Отличительной характеристикой графитового электрода является его способность хорошо проводить ток, устойчивость к высокой температуре. Графитовые изделия выпускаются различной длины, с разной формой наконечников. В обычном исполнении или омедненные. Обладают следующими достоинствами:
- Приемлемая цена, доступность приобретения.
- Отсутствие прилипания к нагреваемым элементам.
- Устойчивость электродов к образованию трещин.
- Минимальное время нагрева.
- Для образования устойчивой дуги достаточно силы тока 5–10 А.
- Соединение получается термостойким, устойчивым к коррозии.
2 Сварочные аппараты инверторного типа
Долгие годы основным сварочным оборудованием являлись трансформаторы, генераторы, выпрямители, но теперь предпочтение отдается приборам инверторного типа. Их основные преимущества:
- отсутствие прямой зависимости выходного напряжения от входного, как у трансформаторов;
- при увеличении тока не происходит «пережигание» свариваемого металла;
- при падении напряжения отсутствует «залипание» электрода, «недожигание» металла;
- небольшой вес, удобство переноски, использования.
Инверторное оборудование потребляет меньше электроэнергии, поэтому его можно спокойно подключать к домашней электропроводке, не переживая, что произойдет сбой в работе бытовых электроприборов или сработают предохранительные пробки. Выдаваемое постоянное напряжение с преобразованием токов высокой частоты свободно удерживает сварочную дугу, поэтому эффект «залипания» электрода наблюдается крайне редко.

Все аппараты инверторного типа разделяют на домашние, профессиональные, промышленные. Отличие заключается в предполагаемом режиме нагрузки. Для домашних работ достаточно прибора, обеспечивающего полчаса непрерывной работы, для промышленных масштабов – многочасовое интенсивное использование.
Для сварки электропроводов, выполнения непродолжительных работ любого типа подойдут сварные приборы с максимальной силой сварочного тока 160 А, мощностью 500 Вт. Например, электронные инверторного типа для сварки металлов фабричного производства. Они имеют приемлемую цену, небольшие размеры, массу около 3 кг, но их сложно ремонтировать. К их достоинствам относят:
- Большие пределы регулировки тока.
- Качественное соединение скруток любых диаметров.
- Легкость обучения.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
В них входят:
- разделка концов кабелей и проводов, снятие изоляции;

скрутка оголенных жил;

подготовка сварочного оборудования.

Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.

После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
Инверторные аппараты
Самый надёжный вид соединения электрических проводов – это сварка с использованием постоянного и переменного тока, напряжением от 12 до 36 В. Для осуществления сварки электрики всё чаще применяют инверторные сварочные аппараты. Они экономные, лёгкие, удобные при переноске и в работе. Для сваривания проводов можно использовать графитовые или простые угольные стержни от батарейки. На аппарате можно установить режим тока, с учётом диаметра и количества свариваемых проводов

Как выбрать аппарат
Предпочтение отдаётся сварочному инвертору. Главными его достоинствами являются: широкий диапазон, возможность мягкого регулирования тока, стабильность в работе, небольшие размеры и вес.
Для сварки проводов можно выбрать универсальный инверторный аппарат. Аппарат этот самый современный. Таким аппаратом можно выполнять всевозможную сварку, и не только проводов. При выборе аппарата надо смотреть на источник питания, его мощность. Для работ дома подойдёт аппарат, мощность которого 4 – 5 кВт., с силой тока до 160 А. Желательно, чтобы имелся «горячий старт». Он нужен для защиты от залипания при сварке и к перепадам напряжения. Такой аппарат пригодится и для сварки проводов, и для выполнения других сварочных работ в быту. Ещё одно его достоинство – он прост в работе, не требует больших навыков. К недостаткам можно отнести его высокую цену.
На практике, электрики для сварки проводов применяют компактные, переносные, удобные при работе аппараты постоянного тока. Сварочные трансформаторы компактные и недорогие. Можно использовать трансформаторы мощностью 500 Вт и больше, и 25 В напряжения вторичной обмотки.
Сварочный аппарат для проводов своими руками
Хотите сделать аппарат для сварки проводов? Не знаете как? Делается это так. Приобретается сильный магнит и медный провод, изолированный стеклотканью или хлопком. Нужен он для сердечника трансформатора. Желательно, чтобы площадь его сечения была не больше 50 квадратных сантиметров. При желании, обмотку проволоки, также, можно сделать самому. Берётся нужный материал, наматывается на проволоку, покрывается электротехническим лаком и, первичная обмотка готовая. Сердечник делается П-образной формы для удобного наматывания проволоки. Он должен иметь стержневую конструкцию. Каркас катушки можно изготовить из текстолита или картона. Сверху, на первичную обмотку, наматывается вторичная обмотка. После нанесения обмотки на одну сторону катушки, она таким же образом, наносится на вторую половину. Если между слоями обмотки поместить картон или стеклоткань, то улучшится качество изоляции. Аппарат для сварки медных проводов подключается к сети для замера напряжения на вторичной обмотке. Оно должно быть около 60 В. Если оно намного больше или меньше, то путём уменьшения или увеличения обмотки, можно установить нужную величину напряжения. К первичной обмотке присоединяется кабель. Он должен быть двухжильный. Вместо него, можно применить провод внутренней прокладки. К выводам вторичной обмотке присоединяется ПРГ-провод. Первичная обмотка служит для получения по кабелю тока от электросети в 220 Вт. Вторичная обмотка используется, непосредственно, для сварки.
Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.